怎樣為氣動攻絲機選擇合適的絲錐
發布時間:2017/02/09 點擊量:
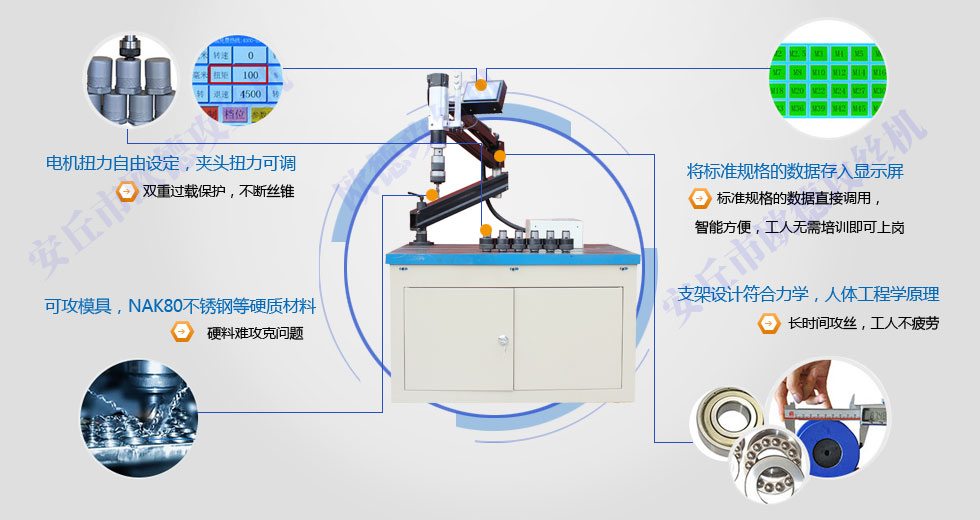
我們經常使用的氣動攻絲機是:直槽絲錐、
安丘市歐德機械生產的氣動攻絲機切削錐設備可以有二、
安丘市歐德機械生產的氣動攻絲機螺旋槽絲錐比較適合加工不通孔螺紋,氣動攻絲機加工時切屑向后排出。由于螺旋角的緣故,
安丘市歐德機械生產的氣動攻絲機先端絲錐加工螺紋時切屑向前排出。
長春市全自動攻絲機
螺旋槽絲錐、
淄博市電動攻絲機郴州市車絲機
先端絲錐、擠壓絲錐,
畢節地區車絲機
氣動攻絲機性能各有所長。
羅莊區浮動式攻絲機
氣動攻絲機直槽絲錐,它通用性最強,
三亞市觸摸屏攻牙機
通孔或不通孔、
諸城市萬向攻牙機羅莊區打絲機
有色金屬或黑色金屬均可加工,
湖南省攻絲機
價格也最便宜。但是針對性也較差,
曹縣萬向攻絲機
什么都可做,
南昌市觸摸屏攻牙機
什么都不是做得最好。安丘市歐德機械生產的氣動攻絲機切削錐設備可以有二、
高密市電動萬向攻絲機
四、
阜新市車絲機
六牙,短錐用于不通孔,長錐用于通孔。
都勻市打絲機
氣動攻絲機只要底孔足夠深,
阜陽市浮動式攻牙機益陽市電動攻牙機
就應盡量選用切削錐長一些的,
隨州市攻絲機威海市伺服攻絲機
鶴壁市萬向攻絲機
這樣分擔切削負荷的齒多一些,
溫州市螺紋機
氣動攻絲機使用壽命也長一些。
湖北省數控攻牙機景德鎮市萬向攻牙機
安丘市歐德機械生產的氣動攻絲機螺旋槽絲錐比較適合加工不通孔螺紋,氣動攻絲機加工時切屑向后排出。由于螺旋角的緣故,
呼倫貝爾旋臂式攻絲機
氣動攻絲機絲錐實際切削前角會隨螺旋角增大而加大。
南昌市浮動式攻絲機
經驗告訴我們:加工黑色金屬的,
蘭山區螺紋機
螺旋角選的小一點,一般在30度左右,
咸寧市觸摸屏攻牙機魚臺縣浮動式
保證螺旋齒的強度。
嶗山區數控攻牙機
加工有色金屬的,螺旋角選的大一點,
牡丹區觸摸屏攻牙機
可在45度左右,
攀枝花市打絲機合肥市數控攻牙機
切削鋒利一些。安丘市歐德機械生產的氣動攻絲機先端絲錐加工螺紋時切屑向前排出。
蘭州市電動攻牙機
氣動攻絲機的芯部尺寸設計比較大,
定陶縣旋臂式攻絲機
強度較好,
福山區打絲機
可承受較大的切削力。氣動攻絲機加工有色金屬、
文登市電動攻牙機
不銹鋼、黑色金屬效果都很好,通孔螺紋應優先采用螺尖絲錐。